প্রজাতি নির্বিশেষে যে কোনো প্রাণী আরেকটি প্রাণীকে সহজেই বন্ধু মনে করার প্রধান শর্ত হলো – প্রাণীটির মস্তিষ্কে নিজের ও অপর প্রাণীটির মধ্যে বৈষম্য বোধের অভাব। এই বৈষম্য বোধের অভাবই উভয়ের মস্তিষ্কের ভাবনার মধ্যে বাঁধন গড়ে তোলে।
Read More »বন্ধু

প্রজাতি নির্বিশেষে যে কোনো প্রাণী আরেকটি প্রাণীকে সহজেই বন্ধু মনে করার প্রধান শর্ত হলো – প্রাণীটির মস্তিষ্কে নিজের ও অপর প্রাণীটির মধ্যে বৈষম্য বোধের অভাব। এই বৈষম্য বোধের অভাবই উভয়ের মস্তিষ্কের ভাবনার মধ্যে বাঁধন গড়ে তোলে।
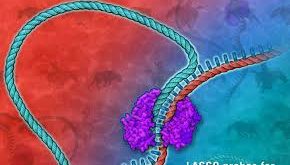
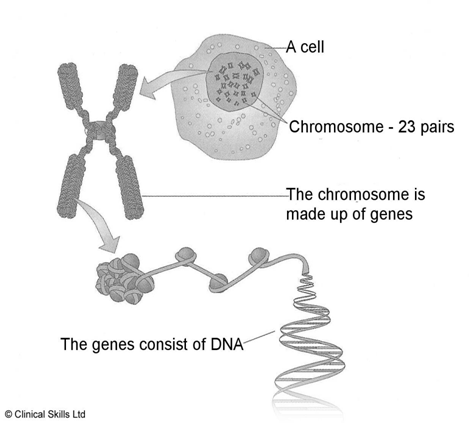
Read More »প্রোটিন হচ্ছে জীববিজ্ঞানের অন্যতম গুরুত্বপূর্ণ অণু। এগুলো আমাদের শরীরের প্রতিটি কোষে পাওয়া যায় এবং বিভিন্ন …
Read More »
ক্যারিয়ার বিষয়ক কিছু দেখলেই সেটাতে আমার চোখ আটকে যায়। আজকে ফেসবুকে “সিঙ্গাপুর প্রবাসী” সিঙ্গাপুর প্রবাসী …
Read More »
হয়ত জেনে আপনি অবাক হবেন যে আমাদের মস্তিষ্ক নতুন যা কিছু ভাবে, সেই ভাবনা আসলে আমাদেরই মস্তিষ্কে থাকা কোন না কোন স্মৃতির এনক্রিপ্টেড্ বা গূঢ়লেখিত রূপ। অন্যভাবে বললে, যে কোন আবিষ্কার বস্তুত আমাদের জানা কোন বিষয়কেই এক নতুন দৃষ্টিভঙ্গিতে দেখা ছাড়া আর কিছুই নয়। যুগ যুগ ধরে মানুষ প্রকৃতির ক্রিয়াকলাপের নানা দিক বিশেষ করে প্রকৃতির সৃষ্টি করা জীব ও তাদের জীবন-ধারণ পর্যবেক্ষণ করছে, সেগুলিকে স্মৃতিবদ্ধ করেছে - প্রকৃতির সাথে এই রসায়নেই মনুষ্য-মস্তিষ্ক হয়েছে গর্ভবতী, প্রসব করেছে প্রযুক্তি !
Read More »লেখক: সৈয়দ শামসুল হক কবিতা লিখি, যেমন আমার অভ্যেস — প্রথমে খাতার পাতায় কলমে, তারপর …
Read More »
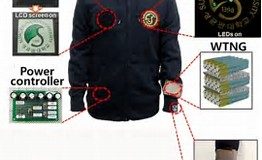
আইওটি কি? ইন্টারনেট অফ থিংস Internet of Things কে সংক্ষেপে আইওটি বলে যার বাংলা অর্থ …
Read More »




হলিউডের জেমস বন্ড বা বলিউডের টারজান চলচিত্র যারা দেখেছে তারা হইতো এধরনের কারের সাথে …
Read More »



জৈব কৃষি একটি বাস্তবসম্মত পদ্ধতি যা আজকের অর্থনীতির তুলনায় আগামীকালের বাস্তুসংস্থানকে আরো গুরুত্বপূর্ণ বলে উপলব্ধি …
Read More »


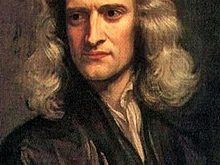
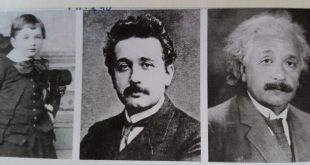
SIR ISAAC NEWTON [১৬৪২-১৭২৭ খ্রিস্টাব্দ] একটি আশ্চর্যের ঘটনা বিজ্ঞানের ইতিহাসে। আর তা হচ্ছে দুর্বল, শীর্ণকায় …
Read More »



(সম্পাদক: কলকাতা থেকে প্রকাশিত অবকাশ পত্রিকাতে শঙ্কর সেন এর লেখা স্মার্ট গ্রিড এর উপর একটি …
Read More »



আধুনিক বিশ্বে প্রযুক্তির উন্মেষ ঘটিয়ে দ্রুত এগিয়ে চলেছে বিশ্ব। তারই ধারাবাহিকতায় নব নব পেশার সম্মিলন …
Read More »


ITS 95th Scientific Session Report: ‘From Silk to High Tech’ 95th Scientific Session ‘From Silk …
Read More »
নতুন বছরে শুরুতে নতুন করে সব কিছু পর্যালোচনা করে দেখার সুযোগ হয়, তেমনি এই বছরে …
Read More »




Magic Square হল একটি n×n ম্যাট্রিক্স যার উপাদানগুলো অঋণাত্মক পূর্ণসংখ্যা, যাদের সারি, স্তম্ভ এবং …
Read More »
পাটসহ ৫০০ প্রজাতির উদ্ভিদের জন্য ক্ষতিকর ছত্রাকের জীবনরহস্য উন্মোচন করেছেন বাংলাদেশের বিজ্ঞানীরা। আজ বুধবার জাতীয় …
Read More »


নতুন বছরের শুরুতে নতুন করে সব কিছু পর্যালোচনা করে দেখার সুযোগ হয়, তেমনি এই বছরে …
Read More »


ধরুন, অনেকদিন পর এক পুরনো বন্ধুর ফোন পেয়েছেন। কিন্তু মোবাইলে তখন একফোঁটাও চার্জ নেই। কিংবা …
Read More »



বিজ্ঞান মানেই যুক্তিতর্ক, গবেষণা। আর গবেষণা মানেই রহস্য, সেই রহস্যের সমাধান, এবং তার চুলচেরা বিশ্লেষণ। …
Read More »



বায়ুস্তরের সর্বোচ্চ পর্যায়ে অর্থ্যা প্রায় 250 মাইল উচ্চতায় পৌছানোর পর চঁন্দ্রগামী রকেটকে প্রতি সেকেন্ডে 36 …
Read More »



ইকবাল হোসাইন চৌধুরী প্রকাশিত: প্রথম আলো, ২০০৬ ডিসেম্বর ০১
Read More »




অতি উচ্চ তাপ ও চাপের ক্রিয়ায় ভূ-পৃষ্ঠের নিচে অবস্থিত গ্রাফাইট (graphite) থেকে প্রাকৃতিকভাবে হীরা (diamond) …
Read More »